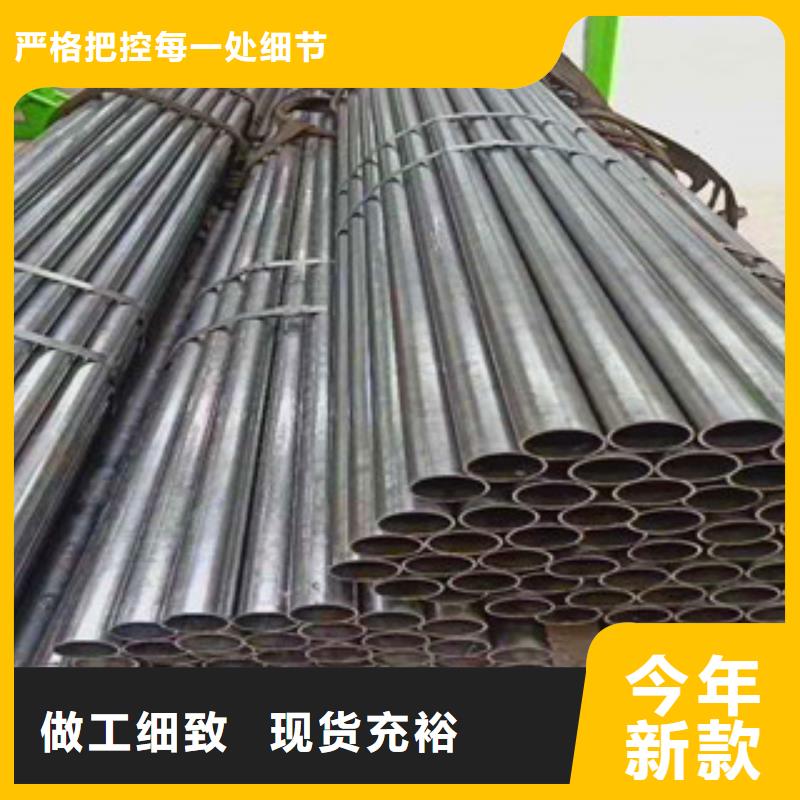



超薄壁精密钢管生产
超薄壁管是指直径与壁厚之比在100以上的管材。超薄壁管主要用作弹性元件波纹管的坯料或换热管坯料等。它的生产方法有冷轧、冷拔和旋压等方法。轧制法一般生产率较高,尺寸精度高,表面质量好,广为采用。
1954年苏联研制的多辊式冷轧管机适于轧制超薄壁管,在这种轧机上,可以轧制小壁厚0.03mm的管材。
在多辊冷轧管机上轧制超薄壁管的关键有3点:
(1)减径量不能过大,LD-30一般小于1mm,LD-15小于0.5mm;
(2)轧辊开口角不能过大,否则会出现轧出的管子呈竹节状;如果开口角过小,会出现棱面,影响管子精度;
(3)轧制成品道次管材不能过硬,即在成品前道次应该退火。
用冷拔管法生产超薄壁管时,一般均采用超声波振动(见超声波振动拔管),无超声波振动拔管生产的管子直径与壁厚之比不超过50,而带超声波振动时可达500。



龙丽金属材料有限公司经过十几年的发展一直专注 山西阳泉精拔管的研发、制造在供应商和用户中形成了良好信誉。库存充足,发货及时,请放心购买。我们秉承“以质取胜铸造辉煌”的企业方针,时刻以顾客为关注焦点用全新的理念,挚诚与各界同仁合作,创辉煌的业绩。公司自成立以来,一直秉承以质量锻造品质,以售后价值的理念立足于行业,公司始终以优良的品质、良好的信誉及合理的价格深受广大客户的好评。



衬塑精密钢管技术性能与特点:
1、由表面经镀锌和烤漆双层防腐处理的精密钢管与塑料管经过缩径、粘接等特殊工艺复合而成。
2、强度高;系统工作压力≤2.0Mpa;冷水管工作温度0℃-+55℃,热水管工作温度0℃-+75℃,线膨胀系数为2.5×10-5/℃。
3、清洁、卫生,各项性能指标均达到《生活饮用水输配水设备及防护材料卫生评价规范》的要求。
4、内壁光滑,不锈蚀,不结垢,无通径损失。
5、采用丝扣连接、沟槽管件连接、法兰连接,管件内表面搪瓷处理,安装可靠,维护方便。
6、从DN15——DN300各规格品种齐全。用途:建筑给水、中水系统;热水、空调循环水、采暖系统;消防喷淋系统;工业用水、设备循环水系统等。



精密钢管生产方式:
(10)流体动力润滑拔管。图9为流体动力润滑拔管的示意图。拔管时在拔管模前安装一个压力管,压力管具有一定的长度lH,其内壁与管料外表面之间只存在较小的间隙。拔制过程中,润滑剂由向前移动的管材携带通过压力管到达变形区前。由于压力管内壁与管材表面之间的间隙较小,而拔制后随管材一起离开变形区的润滑剂又比较少,因此,润滑剂在通过压力管时受到强力的挤压,润滑膜的压力P逐渐升高,这就是流体动压的效应,它是建立流体动力润滑拔制的物理基础。若在变形区前润滑膜的压力达到足以使管材表面和模壁分开,使两者之间完全充满润滑剂,形成液体摩擦,这样可大大改善润滑条件,达到降低拔制力提高道次变形量以及减少模具消耗的目的。实现流体动力润滑拔管的基本条件是:有一个具有一定长度的压力管,拔制速度较高,使用粘度较高的润滑剂。流体动力润滑主要用于无芯棒拔管。



精密钢管挤压润滑
在挤压管材时对挤压杆和穿孔针都要进行润滑。铅管挤压时用动物脂润滑。挤压铝及铝合金管的润滑剂为汽缸油(70%~90%)和片状石墨(10%~25%)混合物,还可添加10%~20%的铅丹或10%左右的石墨粉。镁及镁合金、锌及锌合金管材挤压时可用石墨和油的混合物润滑。挤压铜管一般用机油和石墨混合物作润滑剂。挤压钛及钛合金管时多采用玻璃润滑剂润滑。挤压锆管时常在锭外加上黄铜套筒作润滑剂,以油-石墨混合物作辅助润滑剂,也可在盐浴中加热锭坯后再涂一层玻璃膜。挤压纯镍、低合金化镍合金、镍-铬-钼合金和镍-铜-铁合金管时,在以玻璃润滑剂润滑之前,应用硬脂酸和石墨混合物润滑挤压筒、挤压模和挤压杆。挤压碳精密钢管时用油-石墨-盐混合物作润滑剂,挤压合金精密钢管时则用玻璃作润滑剂(见挤压润滑)。玻璃润滑剂的使用方法有涂层法、玻璃粉滚粘法和玻璃布包覆法3种。涂层法是在锭坯上涂一层玻璃液体,或直接将锭坯浸入玻璃液体中。滚粘法是使锭坯沿着均匀撒有玻璃粉的倾斜工作面上滚过,使玻璃粉粘附于锭坯的侧表面上。包覆法是将玻璃布包于热锭坯上。这3种润滑方法用于润滑挤压筒。挤压模的润滑方法是在模工作面与锭坯之间放置一只厚3~10mm、内孔稍大于模孔的玻璃垫。对穿孔针的润滑可将玻璃布包覆在针的涂有沥青的工作段上。
坯料选择也是挤压管材时的一个重要程序,其中包括锭坯种类的选择、断面尺寸的确定和挤压前的预处理。